Problém s bublinami
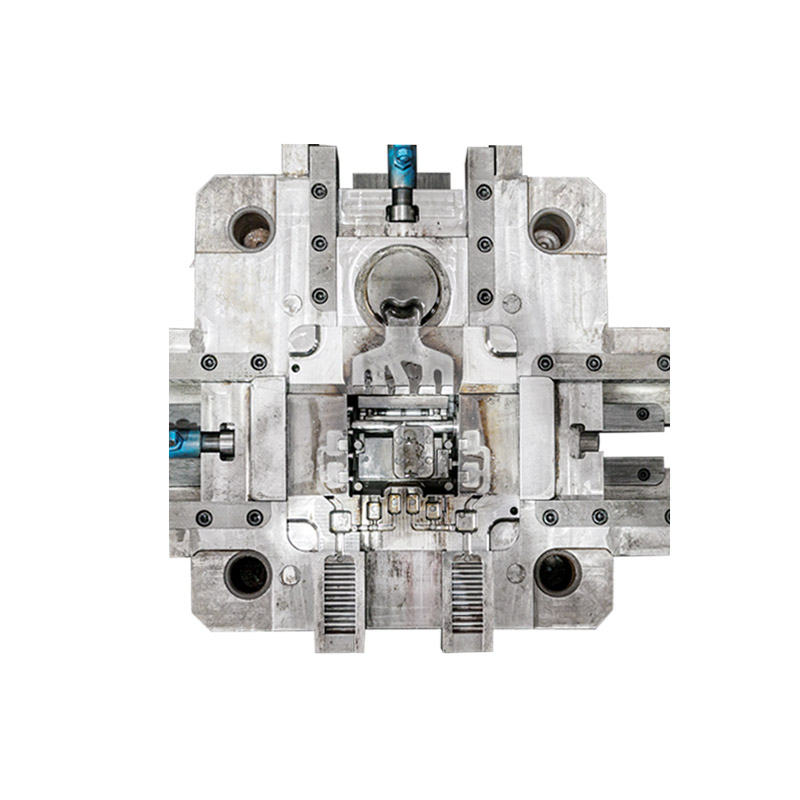
forma na tlakové lití(1) Během procesu tlakového lití není rychlost tlakového lití dobře řízena nebo doba nárůstu tlaku, doba zrychlení atd. nejsou dobře kontrolovány, takže se v částech tlakového lití objevují póry .
(2) Co se týče forem pro tlakové lití, existují určité problémy s jejich vtokovým systémem a přepadovým systémem, jako jsou kolize nebo nepřiměřené rozložení sběrných vaků strusky a výfukových kanálů na formách pro tlakové lití, což vede k pórům.
(3) Je-li teplota tlakové licí formy příliš vysoká, separační činidlo nebude schopno hrát svou náležitou roli a snadno dojde k jevu sliznic. Pokud je teplota příliš nízká, bude odformovací účinek slabý, což povede k pórům v odlitku. Teplota předehřívání formy by proto měla být dobře řízena, obecně 150 – 180 °C, a pracovní teplota by měla být 220 – 280 °C.
(4) Pokud jde o výkonnost povlaku, pokud je bod těkání příliš vysoký, pak bude množství generovaného plynu velké, což způsobí póry v tlakovém odlitku. Pokud je množství nástřiku příliš velké nebo doba nástřiku je příliš dlouhá, objeví se tento problém také u hliníkových tlakových odlitků.